

数控加工中心的切屑能反应哪些加工情况?
数控加工中心是高速切削的加工设备,在高速切削的过程中会产生大量的切屑。有的切屑打成螺卷状,到一定长度时自行折断;有的切屑折断成C形、6字形;有的呈发条状卷屑;有的碎成针状或小片,四处飞溅,影响安全;有的带状切屑缠绕在刀具和工件上,易造成事故。由此可见,切屑状态会影响生产的正常进行。

数控加工中心聚彩网产生切屑不可避免,由于工件材料不同,切削条件各异.切削过程中生成的切屑形状是多种多样的。切屑的形状主要分为带状、节状、粒状和崩碎四种类型,如下图所示。
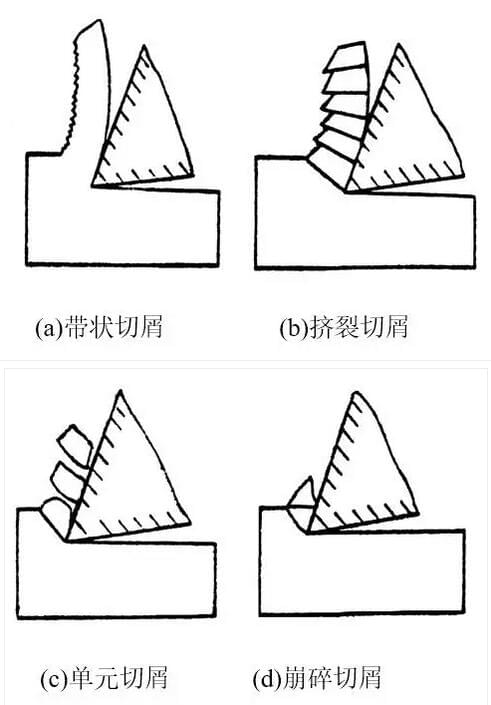
带状切屑是最常见的一种切屑。它的内表面是光滑的,外表面呈毛茸状。加工塑性金属时,在切削厚度较小、切削速度较高、刀具前角较大的工况条件下常形成此类切屑。它的切削过程平衡,切削力波动较小,已加工表面粗糙度较小。 带状切屑的形成过程可分为三个阶段:
聚彩网 1.基本变形阶段:切削层金属与刀具切削刃开始接触到变成切屑而脱离工件材料的过程中切屑产生的变形;
聚彩网 2.卷曲变形阶段:向上卷曲、侧向卷曲、A向和B向兼有的锥形卷曲;
3.附加变形和折断阶段。
切屑控制,又称切屑处理,数控加工中心过程中一般简称为“断屑”,是指在切削加工中采取适当的措施来控制切屑的卷曲、流出与折断,使形成“可接受”的良好屑形。合理的刀具切削区几何参数是提高切屑形成的可控性及断屑的可靠性最常用的方法。前角与切屑厚度成反比,对于不同被加工材料有最佳值;主偏角直接影响切屑厚度与宽度,主偏角大易断屑;刀尖圆弧半径关系到切屑厚度与宽度以及流屑方向,精加工适宜用小的圆弧半径,粗加工适宜用大的半径。断屑槽宽度与进给量成比例选择,进给量小选窄的,进给量大的选宽的;断屑槽深度选择与进给量成反比,小进给量选深的,大进给量选浅的。
聚彩网 其实数控加工中心的加工现场获得的切屑,其形状是多种多样的。在现代切削加工中,切削速度与金属切除率达到了很高的水平。未来的加工技术切屑的可控性将会越来越强。
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频